



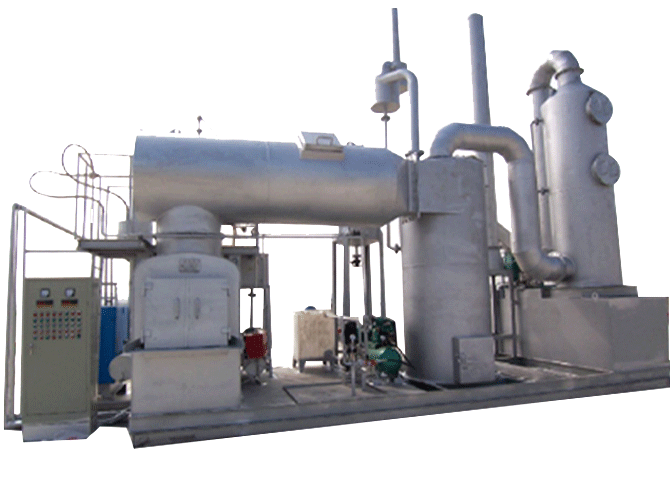
焚烧炉系列
--24小时服务热线--
储罐、换热器 16637325772
焚烧炉、蒸发器技术服务16637325775
储罐、换热器 16637325772
焚烧炉、蒸发器技术服务16637325775

.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
不锈钢储罐怎么焊接呢(附方法)?
储罐焊接工程比较常见,特别是大型储罐焊接要求比较严格。储罐基础是储罐安放的地方,要求结实、牢固;它不仅影响美观,而且会导致储罐受力不均。储罐基础属土建范畴,必须按基础施工图及技术标准要求。储罐安装前必须对储罐的基础进行检查,合格后方可安装。

不锈钢罐设备在制作时,板材接缝处需要进行焊接。不锈钢罐的焊接方式有单面焊接与双面焊接,对于两种焊接方式,有着不同的说法,有人认为单面焊的效果实际上是好于双面焊,某些采用双面焊的设备是因为壁厚过大,单面焊不易实现才会使用双面焊,也有人认为双面焊好于单面焊,单面焊不如双面焊结实、美观。
不锈钢储罐,顾名思义就是使用不锈钢焊接而成的罐子。一般来说,不锈钢储罐应该有较高的密闭性和较强的耐腐蚀性,这就对不锈钢储罐的制作技术和焊接工艺提出了较高的要求。那么,不锈钢储罐的焊接工艺是咋样的呢?下面我们便来一起了解一下。
不锈钢储罐的常用焊接方法,手工电弧焊接,是目前不锈钢储罐焊接方法中应用最广泛的一种。不锈钢储罐不锈钢储罐的半自动焊接,主要指半自动C02气保焊,多用于不锈钢储罐的底板角焊缝和顶板角焊缝的焊接。
不锈钢储罐环缝埋弧自动焊接,是将焊接操作机挂在刚组焊好的罐壁上缘,沿罐壁行走,带动埋弧焊机完成环缝焊接。
双丝埋弧自动焊接,适合于底板、顶板的角缝焊接。不锈钢储罐立缝气电焊,是一种熔化极气体保护电弧垂直对接焊方法,采用药芯焊丝作为熔化极,用能自动控制的上升系统带动焊枪进行连续焊接,在水冷滑块的强迫成形作用下,以C02气体保护实现单面焊双面成型。磁性角焊缝埋弧焊,主要用于罐壁板与底板的内外环角缝焊接。
另外,为了避免在焊接时出现热裂纹现象,我们还要注意选择碳含量低的优质焊条,焊接时填满弧坑,且要收弧要慢,形成月牙型收弧状。灭弧的时间间隔要把握的好,要在上一次弧点变为暗红色之前,进行下次的焊接。
一般来说,只要我们能在焊接时注意好以上几个事项,就可以制作出质量较高的不锈钢储罐了。
更多关于储罐详情请关注新乡双诚环保设备网。
热门资讯
MORE >



服务热线
负责人
16637325772
销 售
16637325772


手机浏览
关注公众号
扫一扫关注吧



 豫公网安备 41070402000132号
豫公网安备 41070402000132号