



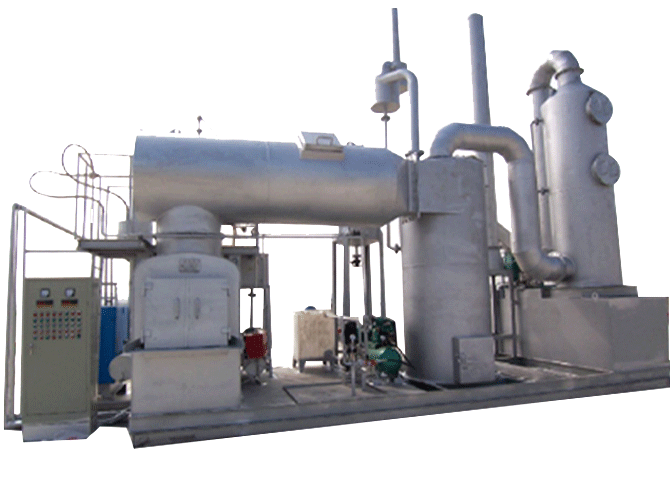
焚烧炉系列
--24小时服务热线--
储罐、换热器 16637325772
焚烧炉、蒸发器技术服务16637325775
储罐、换热器 16637325772
焚烧炉、蒸发器技术服务16637325775

.jpg)
.jpg)
.jpg)
.jpg)
.jpg)

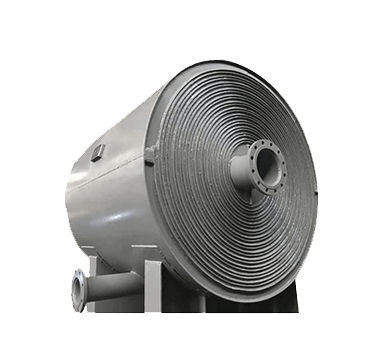
螺旋板换热器焊接技能有哪些?
一、技能需求
1、本技能为螺旋板换热器的通用焊接技能,其他需求按设备施工图和《螺旋板换热器》进行制作、查验及检验。
2、本设备应由持证焊工进行施焊。施焊结束应在焊缝邻近打上焊工钢印或由班长做好施焊原始记录存档。
3、在施工图纸没有规守时,对接焊缝余高为0~2mm,角焊缝的焊脚高度等于两衔接件中较薄者厚度。
4、卷制螺旋板的钢板宽度有必要共同,不然卷制成形后应将螺旋板两头面磨到同一高度,不然会影响焊接质量。
二、焊前预备
1、施焊前,不锈钢焊件坡口两边各10~20mm规模内的氧化物及杂质应打磨洁净,坡口两边各100mm规模应涂有白垩粉或采纳其他防飞溅的办法避免飞溅。
2、焊前,焊条按说明书需求烘干。焊工领用时,拿焊条保温桶,随用随取。
三、焊接
1、两通道之间的衔接圆钢,应选用两点对称点焊。当圆钢直径小于或等于10mm时,每一焊点长度不得小于6mm,当圆钢直径大于10mm时,每一焊点的长度不得小于8mm。
2、圆钢点焊质量应进行100%的查看,若发现烧穿及漏焊时,应及时补焊好。
3、操控焊接变形:
3.1、卷制成型后,应将螺旋板两头齐平,并将两头各通道点焊固定如下:
点固焊缝距离@≤100
3.2、>15㎡的螺旋板采纳两头面替换施焊法,即一端面焊好1/2面积后,翻面焊另一端面1/2面积的焊缝,焊完后再翻面焊原端面焊缝,替换焊接直至焊完。
3.3、焊接时由螺旋板中间向外施焊。
更多请关注新乡双诚环保设备网。
热门资讯
MORE >



服务热线
负责人
16637325772
销 售
16637325772


手机浏览
关注公众号
扫一扫关注吧



 豫公网安备 41070402000132号
豫公网安备 41070402000132号