



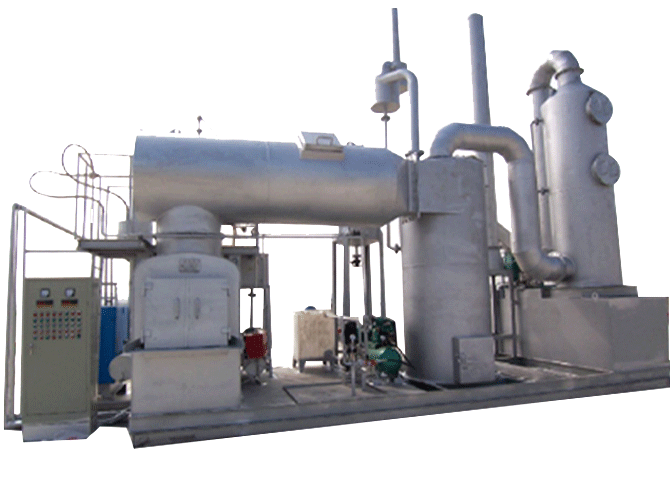
焚烧炉系列
--24小时服务热线--
储罐、换热器 16637325772
焚烧炉、蒸发器技术服务16637325775
储罐、换热器 16637325772
焚烧炉、蒸发器技术服务16637325775

.jpg)
.jpg)
.jpg)
.jpg)
.jpg)

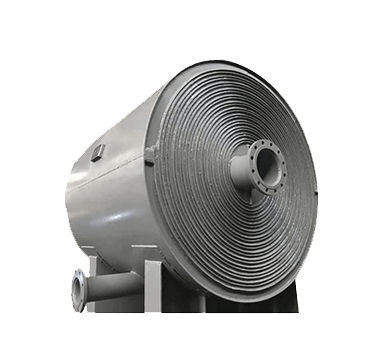
品管部门要负责对螺旋板换热器的生产全过程检验,对螺旋板换热器的生产过程、半成品进行检验,确保生产过程、半成品符合质量要求。
1)卷板板材检查:检查板材是否齐平,是否有裂纹、不平整等质量缺陷板边齐平;
2)计算放板长度,放板:放板长度是否按照经验值或者计算长度,要求全检;
3)检查边封划线:用卷尺检查边封是否按合适余量划线,抽检即可;
4)摆放、焊接定距柱:目测并用卷尺检查定距柱摆放是否均匀,焊接是否牢固,有无漏焊。按照划线位置摆放,焊接采用成熟经验焊法(对称焊法);
5)卷板切割:用卷尺检查卷板是否按划线切割,所有卷板都要检查;
6)中心隔板尺寸校核及装夹:用卷尺检查中心隔板尺寸是否合适,按照图纸或根据不同板幅采用适当经验值,要求误差不得超出要求;
7)中心隔板焊接:无损检测检查焊接是否有气泡、夹渣、漏焊等焊接缺陷,要求焊接牢固,不允许有气泡、漏焊、裂纹等焊接缺陷;
8)筒体卷制:用卷尺和水平尺检查通道间隙是否均匀,成型端面是否平整,要求按照筒体冷卷工艺进行;
9)辅助工装焊接:抽查辅助工装焊接,要求位置合理,结构简单、适用;
10)封口圆钢、中心隔板焊接:全部用卷尺和无损检测检查是否有合适的余高、良好的焊接接头,是否有咬边、弧坑、裂纹、气孔等,标准参照焊缝质量标准和焊缝等级分类手册,超出标准范围即为不合格;
11)支撑环、半圆端板焊接:用卷尺,拐尺全面检查支撑环、半圆端板是否垂直中心隔板所在平面,支撑环间隙是否合适,有无焊穿、漏焊。参照焊缝质量标准和焊缝等级分类手册,焊接工艺数值超出或不在附表数值范围的不合格;
12)外圈定距柱、连接板与螺旋板、连接板与外包板的焊接:用卷尺检查焊接是否牢固可靠,局部是否有翘楚变形。参照焊缝质量标准和焊缝等级分类手册,焊接误差数值参照附表,并且无明显翘楚、变形;
13)筒体短接焊接:用卷尺抽查对接是否工整,外轮廓与筒体是否保持一致,要求对接工整,错边量合适;
14)接管、法兰的焊接:用卷尺和水平尺抽查法兰、接管型号及位置是否正确,焊接是否水平/竖直,焊接是否符合要求,型号及位置按照图样,焊接参照焊缝质量标准和焊缝等级分类手册;
15)收口:用卷尺和水平尺抽查收口位置平面是否平整,弧面是否光滑,有无明显凸起、凹陷;
16)端法兰与封头、端法兰与筒体短接的焊接:用卷尺和水平尺抽查焊接是否牢固,是否存在焊接缺陷,参照焊缝质量标准和焊缝等级分类手册;
17)放置密封垫圈,上紧固螺栓:参照以往经验检查垫圈大小位置是否合适,紧固螺栓是否旋紧,未旋合部分长度是否一致;
18)垫板、支腿焊接:用卷尺抽检位置是否合适(按照图样),焊接是否良好,要求严格按照约定技术标准和图纸,焊接参照焊缝质量标准和焊缝等级分类手册;
19)打磨修补:目测或用卷尺抽查表面是否存在焊渣、飞溅物、焊瘤,较大余高是否清理。不允许有焊渣、焊瘤、飞溅物,余高应合适;
20)试压试漏:用压力表全面检查试压压力是否合适,有无泄漏;
21)喷漆:全面检查外观是否光亮,有无漏喷、流渍;
22)打标牌,注明A、B道,入库:标牌内容与产品型号相符,A、B道标注清晰、无误,做好防尘防刮蹭措施。

热门资讯
MORE >



服务热线
负责人
16637325772
销 售
16637325772


手机浏览
关注公众号
扫一扫关注吧



 豫公网安备 41070402000132号
豫公网安备 41070402000132号