



焚烧炉系列
--24小时服务热线--
储罐、换热器 16637325772
焚烧炉、蒸发器技术服务16637325775
储罐、换热器 16637325772
焚烧炉、蒸发器技术服务16637325775

.jpg)
.jpg)
.jpg)
.jpg)
.jpg)

一、钢衬塑储罐外观检查 :
1.钢衬塑储罐焊缝检查:
焊缝的外观质量检查应包括以下的几项内容:
首先,所有的焊缝都应该齐整美观、宽窄划一、高矮一致、直线连续,焊缝的加强高度不要超过3mm。
其次,焊缝咬边深度和棱角大小以及错边都要符合相关的标准。
再者,检查并清除焊缝上的熔渣以及飞溅物。
此外,还需检查角焊缝的焊脚高度,使其不得小于施焊件中较薄者的板厚,并要圆滑过渡至母材。
罐体焊接应错缝,错缝距离应大于300mm。人孔法兰不应开在焊缝处,如需焊接应加加强复板。
2.钢衬塑储罐筒体外观检查:
钢体制作圆形(椭圆)储罐必须圆整饱满,无明显凹凸现象,方形的应该水平竖直。
钢体外形尺寸按图纸尺寸,整体误差不大于±5mm。
钢体几何尺寸检查:罐体几何尺寸检查主要是检查罐体的尺寸公差、管口方向和开孔位置等是否准确,尤其注意罐体与车辆的连接尺寸,与操作管路连接的法兰以及凸缘的相关尺寸的检查。罐体的直径公差和最大最小直径差异以及筒体的不直度在热处理前后要符合国家有关标准的规定。罐体的长度公差允许值,各组成筒体、封头的高度公差允许值按代数和计算。
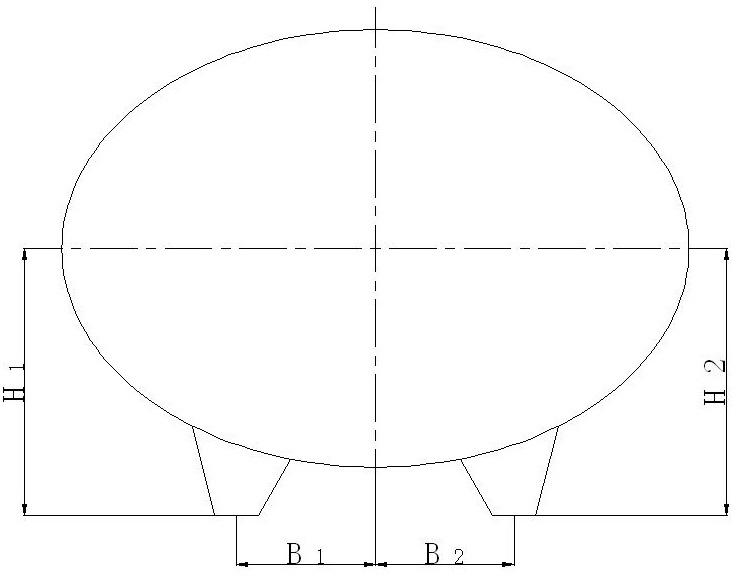
另外,罐体与底盘的连接支座尺寸应加以控制。
如图:检查时要进行测量,
使两支座的等高性|H 1-H2|=△H<3mm,
两支座中心处等距性|B1-B2|=△B<5mm,
支座底面的平直度应在△H范围内。
3.储罐衬塑前钢网检查:
衬塑前钢网应进行除锈且不允许有褶皱、折边、断裂以及局部的隆起或者下凹,钢网与筒体内壁应留有一定间隙且应均匀、平滑,钢网与筒体内壁连接处的焊点应保证结实、牢固且大小适中,不得有焊瘤、弧坑、夹渣、飞溅物等缺陷,焊接完成后应对每个焊点进行清理,不允许有焊渣的存在。人孔处也应焊接钢网。
钢网整体走势应与筒体内壁弧度保持一致,不允许有大的隆起、下凹或者局部的扭曲,钢网与法兰连接的过度处应平滑,不允许有较大或者尖锐的突起。
4.储罐衬塑后检查:
衬塑层应均匀、平整,表面随钢网自然凹凸,光滑成平面,无气孔,无明显色斑。
衬塑厚度暂时无法测定,应由厂家原料的投入量来控制。目测钢网完全潜入塑料层。
人孔、法兰衬塑应完整,法兰面应平整,孔眼衬层完整。
热门资讯
MORE >



服务热线
负责人
16637325772
销 售
16637325772


手机浏览
关注公众号
扫一扫关注吧



 豫公网安备 41070402000132号
豫公网安备 41070402000132号