



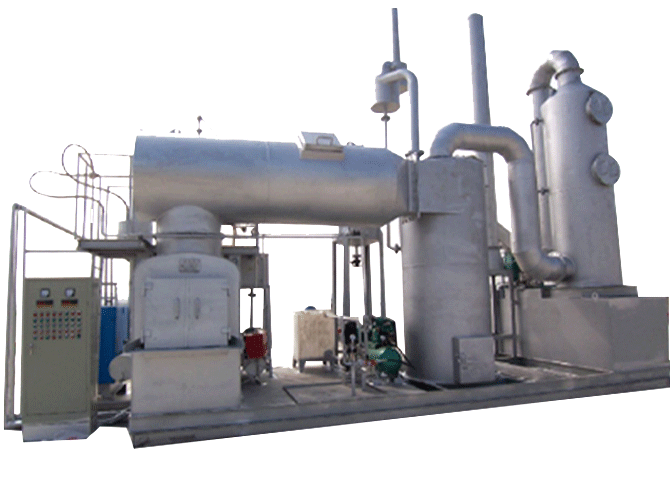
焚烧炉系列
--24小时服务热线--
储罐、换热器 16637325772
焚烧炉、蒸发器技术服务16637325775
储罐、换热器 16637325772
焚烧炉、蒸发器技术服务16637325775

.jpg)
.jpg)
.jpg)
.jpg)
.jpg)

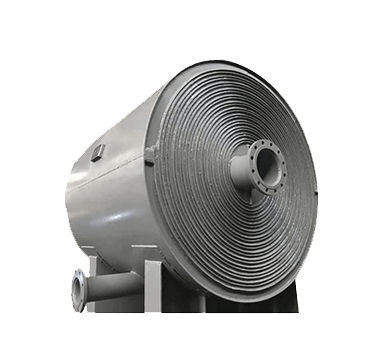
螺旋板换热器生产工艺技术质量概述
螺旋板式换热器的制造工艺
下料、拼接一无损检测一翻边、接触焊定距柱一表面清洗一总拼一无损检测一卷制一通道整形、焊接通道、装配一钣金加工一装配一压力试验一酸洗钝化、油漆一包装。
端盖下料(仿形切割)、装配(环补强、倒锥)、层压板、无损检测、金加工、检漏、后处理和油漆。
螺旋板式换热器质量控制
1、螺旋板的曲率是每米小于3毫米。
2、固定到一个月的焊接前的柱部,通过手焊和固定接触垫就检查柱部点焊质量。除了焊接,烧伤发明,沙漏焊,点焊应该是100%的质量查验。控制点焊的长度,间隔件可以保证当列不脱落螺旋卷绕,并且电弧应注意避免肉的关闭板咬面。
3、线圈卷绕半径法兰板,所述箍和弹性容量大,因此,螺旋槽边缘(凸缘)和应卷取塑料成型后校正。
4、螺旋和窄侧法兰组件焊接后,可拆卸的螺旋式热交换器响应处置,则端面密封外貌的处置。必要的下端与密封外貌的窄侧边必需程度,否则,该卡一旦按下时,该卡将发生分外的弯曲力矩。
热门资讯
MORE >



服务热线
负责人
16637325772
销 售
16637325772


手机浏览
关注公众号
扫一扫关注吧



 豫公网安备 41070402000132号
豫公网安备 41070402000132号