



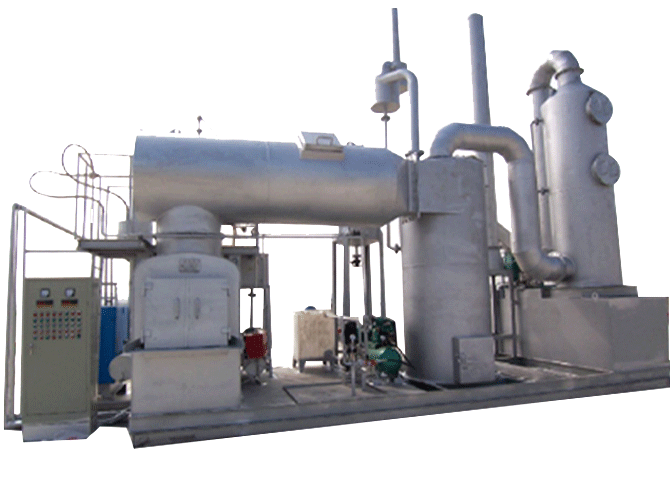
焚烧炉系列
--24小时服务热线--
储罐、换热器 16637325772
焚烧炉、蒸发器技术服务16637325775
储罐、换热器 16637325772
焚烧炉、蒸发器技术服务16637325775

.jpg)
.jpg)
.jpg)
.jpg)
.jpg)

焊接储罐时需要注意哪些?
石油储罐属于薄壁焊接容器,其焊接方法较多,不管采取哪种焊接方法,在焊接过程中有许多问题发生,但主要问题是焊接变形问题,特别是储罐底板焊缝多、板厚小,施工中时常会产生较大的波浪变形等.具体分析焊接变形产生主要原因,采取有效预防措施会取得良好效果.

当我们在进行焊接工作的时候,不仅要按照正确的方法操作,还需要严格的遵守规定才行,下面就跟着小编一起来看一看储罐的焊接工作到底是怎么样的吧,之后也可以顺利的完成储罐焊接工作。下面是具体的步骤与要求的介绍:
1、焊接的储罐应要达到焊接工艺和焊接材料的相关要求。
2、大型储罐的罐顶板与包边角钢在焊接时,要主要焊缝对称均匀分布,并沿同一方向分段退焊。
3、先焊内侧焊缝,后焊外侧焊缝,径向的长焊缝宜采用隔缝对称施焊方法。
4、焊接前应检查组装质量,清理坡口面及坡口两侧20㎜范围内的铁锈、水分和污物,要干燥。
5、打磨过深时,应进行补焊,并打磨平滑。
6、当有电弧擦伤、焊疤等的有害缺陷,应打磨平滑,打磨后的钢板厚度不应小于钢板名义厚度扣除负偏差值。
7、罐壁的焊接,先焊垂直焊缝,后焊环向焊缝,当焊完相邻两圈壁板的纵向焊缝后,再焊其间的环向焊缝;焊工均匀分布,并沿同一方向施焊。
8、定位焊及工卡具的焊接,应由合格焊工施焊,引弧不应在母材或完成的焊道上。
石油储罐焊接过程中,包含诸多工艺技术.为确保石油储罐焊接质量,必须加强对石油储罐焊接全过程的分析,找出风险因素及常见问题,并采取有针对性的防范与处理措施.
目前,对于原油储罐罐板的焊接方法越来越多,如何进行原油储罐罐板焊接工艺的合理选择并对焊接施工过程中有效的进行反变形控制,是一个值得深入研究的问题。我们知道,原油储罐罐板的焊接变形对于其质量的影响很大,因此选择合理的焊接工艺结合有效的反变形控制措施,有效减小焊接施工对于其质量的影响,是非常的有意义的。
更多储罐详情请关注新乡双诚环保设备网。
热门资讯
MORE >



服务热线
负责人
16637325772
销 售
16637325772


手机浏览
关注公众号
扫一扫关注吧



 豫公网安备 41070402000132号
豫公网安备 41070402000132号