



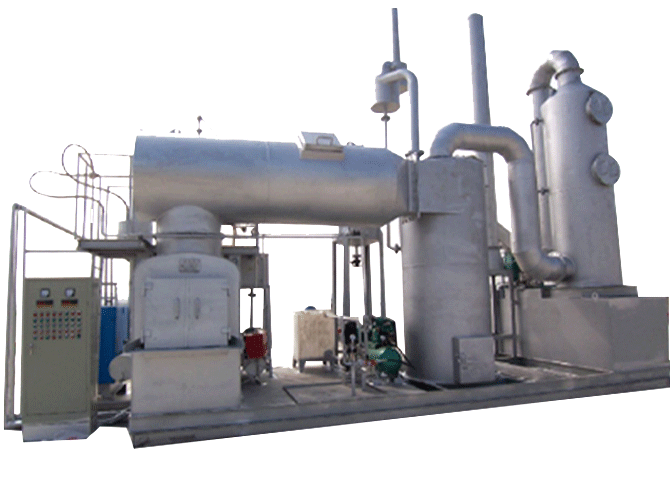
焚烧炉系列
--24小时服务热线--
储罐、换热器 16637325772
焚烧炉、蒸发器技术服务16637325775
储罐、换热器 16637325772
焚烧炉、蒸发器技术服务16637325775

.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
双诚垃圾焚烧炉控制系统有哪些?
垃圾焚烧发电产业是将垃圾合理利用化、减容减量化以及无毒无害化的新兴产业。采用先进的控制系统和控制策略设计焚烧炉燃烧控制系统,能够更好地实现垃圾焚烧优化技术的发展,因此垃圾焚烧炉控制系统这一课题很有研究意义。在垃圾焚烧发电项目中,燃烧控制系统可以直接影响焚烧炉运行稳定性和电厂生产经济性,通过对垃圾焚烧炉的控制,实现垃圾稳定燃烧,使垃圾处理效果达到最佳的目的,从而实现垃圾处理的可持续发展。

a,炉膛负压(P1)的控制:
炉膛负压的大小取决于引风机的转速,因此要控制炉膛的负压就需要控制引风机的转速,引风机的转速由变频器控制,而引风机的转速和其工作电压频率成正比例关系,故PLC控制系统控制变频器的输出频率就能控制引风机的转速。
PLC控制系统对炉膛负压的控制任务是要控制负压稳定在误差允许的范围之内,即实际炉膛负压和炉膛负压设定值的偏差在误差允许的范围之内,在控制理论中,要使被控量稳定在误差范围内,应采用负反馈控制系统。
PLC控制系统采用PID控制算法完成炉膛负压的稳定控制:将负压的实际测量值和负压设定值进行偏差比较,然后把比较结果进行PID运算,然后将运算结果作为频率设定值传送给引风机变频器,控制引风机转速来控制炉膛负压。
b,炉膛温度(T1)的控制:
在炉膛内燃烧的垃圾从本质上看就是焚烧炉内的燃料,因此一般正常情况下,控制炉膛内温度的主动物焚烧炉要措施是控制投入焚烧炉的垃圾量,一次风和二次风风量比:当一次风和二次风风量比在满足工艺情况下,在一定时间内炉膛温度超过炉膛温度设定值表明投入焚烧炉的垃圾量过多,应减少投入焚烧炉的垃圾量,炉膛温度低于炉膛温度设定值表明投入焚烧炉的垃圾量不足,应增加投入焚烧炉的垃圾量,垃圾投送是由12支液压油缸顺序移动完成的,因此控制投入焚烧炉的垃圾量即需要控制动作液压油缸的数量及动作顺序,PLC控制系统采用多变量模糊控制算法及顺序控制算法控制液压油缸的动作。
C,烟气氧含量的控制:
烟气中的氧含量主要取决于进入炉膛的风压,当烟气的温度低时说明引风机的风量大了,这时候就可以调整引风机的频率,当烟气的温度高时说明鼓风风机的风量大了,这时候就可以调整鼓风机的频率,让炉膛燃烧温度保持在合理水平.因此调节烟气中的氧含量通过调节一次风量进行,一次风量的调节是通过调节一次风机的转速实现的垃圾焚烧炉,一次风机的转速通过变频器调节,一次风机的转速和其工作电压的频率成正比例关系,因此烟气中的氧含量调节通过调节变频器的输出频率实现。
d,喷雾干燥吸收塔入口烟气温度的调节:。
喷雾干燥吸收塔入口烟气温度的调节通过降温装置进行,变频调节水压,使水压保持恒定值,达到调节水量控制烟温。
e,布袋除尘器入口烟气温度的调节:。
布袋除尘器入口烟气温度的调节通过喷雾干燥吸收塔进行,PLC控制系统采用PID控制算法及模糊逻辑顺序判断综合控制来控制布袋除尘器入口的烟气温度。
更多焚烧炉详情请关注新乡双诚环保设备网。
热门资讯
MORE >



服务热线
负责人
16637325772
销 售
16637325772


手机浏览
关注公众号
扫一扫关注吧



 豫公网安备 41070402000132号
豫公网安备 41070402000132号