



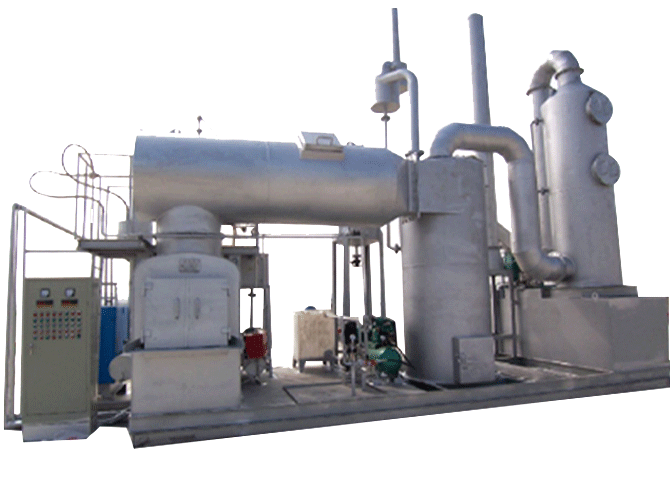
焚烧炉系列
--24小时服务热线--
储罐、换热器 16637325772
焚烧炉、蒸发器技术服务16637325775
储罐、换热器 16637325772
焚烧炉、蒸发器技术服务16637325775

.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
如何排查治理废气焚烧炉安全隐患问题?-双诚
有机废气焚烧炉价格 品牌不同、功能不同价格也是不相同的,这要根据自身的情况来选择合适的价位。 有机废气危害如下: 工业生产中会产生各种有机物废气,主要包括各种烃类、醇类、醛类、酸类、酮类和胺类等。这些废气的来源十分广泛,其中一些化学行业石化、有机合成反应设备排气,印刷行业印墨中有机溶剂,机械行业机械喷漆,金属制品产生的气味,汽车行业汽车的喷漆、干燥炉铸件生产设备排气,五金、家私厂喷涂设备排气等。

目前化工企业 常见的有机废气治理设施为蓄热式热氧化炉(RTO)。与传统的催化燃烧、直燃式热氧化炉(TO)相比,具有热效率高(≥95%)、运行成本低、能处理大风量低浓度等优点。其原理是把有机废气加热到760℃以上,使废气中的 VOC 氧化分解成二氧化碳和水。随着各级环保督察和环保局日常环境监察接踵而来,各化工行业企业必须加快环保工作进度,积极应对,配合国家环保督查,方可实现企业长治久安。医药化工行业(原料药和中间体类),废水:有机污染物浓度非常高,污染物组成也比较复杂,同时废水中含有大量有毒有害的有机污染物和一些生物抑制因子。
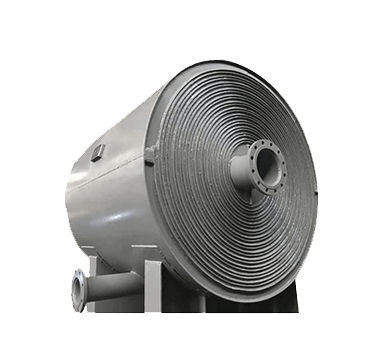
废气焚烧炉氧化产生的高温气体流经的陶瓷蓄热体,使陶瓷体升温而“蓄热”,此“蓄热”用于预热后续进入的有机废气,从而节省废气升温的燃料消耗。陶瓷蓄热体分成两个(含两个)以上的区或室,每个蓄热室依次经历蓄热-放热-清扫等程序,周而复始,连续工作。蓄热室“放热”后应立即引入部分已处理合格的洁净排气对该蓄热室进行清扫(以VOC 去除率在 95%以上),只有待清扫完成后才能进入“蓄热” 程序。RTO 技术适用于大风量、低浓度的废气治理,是目前国内治理有机废气较成熟、实用的方法。
近五六年来各级环保部门都在推广 RTO技术,但由于发生过数起废气处理系统爆炸事故,且没有发布正式的事故调查报告,事故原因不明,使不少企业对废气处理系统心有余悸,不敢使用RTO 技术。化工企业不仅要关注正常状况下,各废气吸入点吸入的废气浓度;更要关注非正常状态下,各废气吸入点吸入的废气浓度,例如要考虑反应器冲料、安全泄放等高浓度有机气体,大大高于爆炸下限,切不可排入只适用于低浓度有机废气处理系统,以防产生废气管道系统和处理设施发生爆炸事故。由于废气管道连接许多设备和车间,废气处理系统的爆炸事故,严重时会引起其他设备或车间的连锁反应。
废液焚烧炉医药化工行业(制剂)排放的废水相对污染较轻,主要为清洗废水,污染物组分也比较单一。废气污染物主要为水蒸汽,以及少量的涉及到毒性较低有机溶剂(例如乙醇);危险废物主要为原料药的内包装袋以及失效的各种制剂药品等。
为了污染物在焚烧过程中能得到有效处理,通常情况下,直接焚烧的温度要求在1200℃以上,蓄热式焚烧温度控制在800℃以上,催化式焚烧温度较低,一般在400℃左右,吸附脱附焚烧温度一般与直接焚烧温度接近,现场检查时要注意焚烧温度的控制情况。焚烧尾气的处理应注意废气中是否含有硫和氯的成分,含硫较高的废气通产需要配套建设脱硫设备,含氯较高的废气需要建设消除二恶英的处理装置,常见的有水喷淋急冷或活性炭+布袋除尘等。
更多焚烧炉详情请关注新乡双诚环保设备网。
热门资讯
MORE >



服务热线
负责人
16637325772
销 售
16637325772


手机浏览
关注公众号
扫一扫关注吧



 豫公网安备 41070402000132号
豫公网安备 41070402000132号