



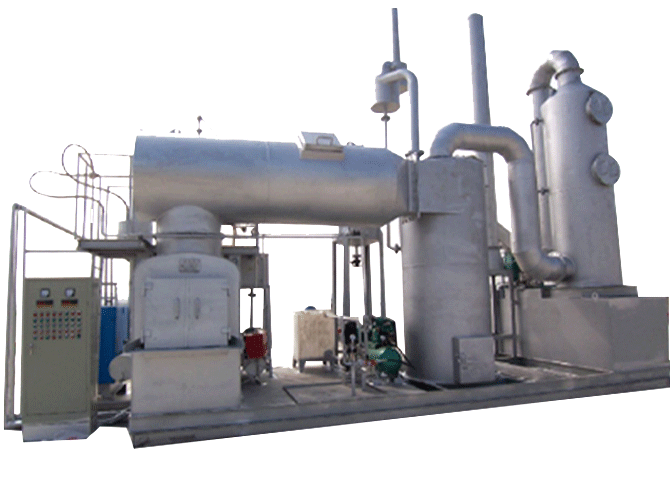
焚烧炉系列
--24小时服务热线--
储罐、换热器 16637325772
焚烧炉、蒸发器技术服务16637325775
储罐、换热器 16637325772
焚烧炉、蒸发器技术服务16637325775

.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
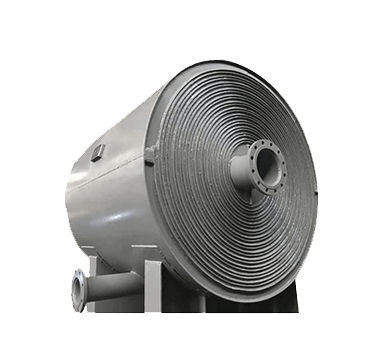
双诚钢衬塑储罐罐体各部位焊接前的准备工作有哪些?
钢衬塑储罐本质是将钢网(龟甲)焊接于钢体表面,以聚乙烯为原料,采用旋塑工艺(滚塑技术)一次整体成型于钢体表面。它经受腐蚀的能力强,强度硬,能够使用的年限也长,设计性十分灵活。钢衬塑储罐由于内衬塑料PE有着优质的特性,所以决定了其将被广泛地运用于各种领域,渐渐地成为玻璃钢、橡胶的替代品,占据着大部分的市场领域。

好多客户打电话来说想了解一些关于钢衬塑储罐的知识,今天双诚小编就将查阅的相关资料与大家分享一下,希望对大家有所启发与帮助。
(1)钢衬塑储罐壁板环缝焊接:主要采用焊条电弧焊,多层多道焊。对于板厚1Omm以上的环缝,也可采用埋弧自动横焊工艺,由多台焊机沿罐壁圆周对称均布(参见图6),同一方向施焊。自动焊前,内侧用焊条电弧焊进行封底焊接。
(2)先焊纵焊缝,后焊环焊缝。当焊完相邻两圈壁板的纵焊缝后,再焊其间的环焊缝;先焊外侧焊缝,后焊内侧焊缝,在焊接内侧前,应清焊根(使用碳弧气刨清根并砂轮打磨)。
(3)壁板纵缝焊接:采用焊条电弧焊或气体保护焊工艺,分段退焊。壁板纵缝下端留出50~100mm,在环缝组对后焊接。
更多关于钢衬塑储罐详情请关注新乡双诚环保设备网。
热门资讯
MORE >



服务热线
负责人
16637325772
销 售
16637325772


手机浏览
关注公众号
扫一扫关注吧



 豫公网安备 41070402000132号
豫公网安备 41070402000132号