



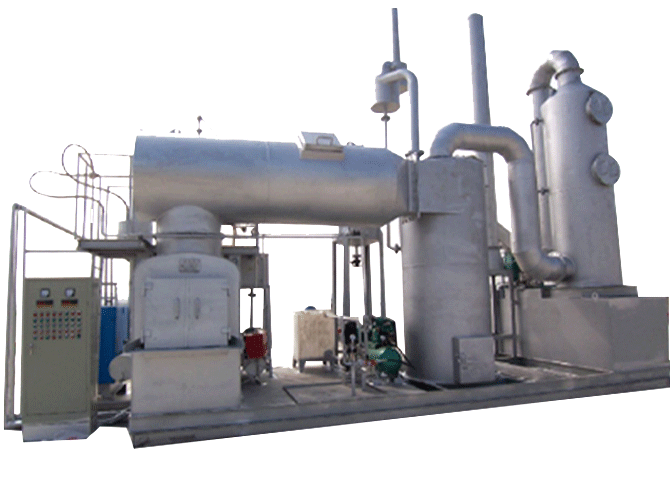
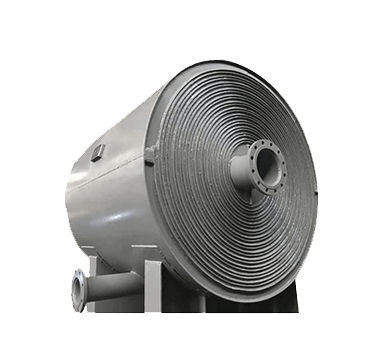
焚烧炉系列
--24小时服务热线--
储罐、换热器 16637325772
焚烧炉、蒸发器技术服务16637325775
储罐、换热器 16637325772
焚烧炉、蒸发器技术服务16637325775

.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
垃圾处理回转窑整体浇注施工方案
㈠、炉体中心线固定
首先检查炉体内圆偏差情况,具体操作方法:从炉体内找出中心线,在炉体的两端固定好,逐点进行对中检查,以距离半径不超过2mm为基准;
㈡、胎模的制作
炉体浇注底模采用δ=3mm的模具板制作,根据内径尺寸弯成实要的形状,用固定架所需元件固定牢固,模板数量可根据工程实际大小、浇注料凝固周期长/短来确定;
㈢、胎模固定方法
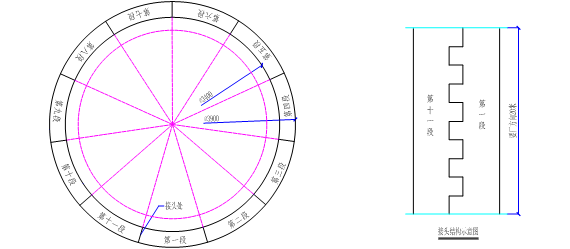
模板的架设方法为:首先根据炉体的中轴线在炉体正下方找一条与中轴线相平行的直线 。然后以该线为胎模的中心线架设第一块模板,开始浇注,浇注完成后待浇注料凝固后旋转窑体至下一块模板中心线,架设模板,按照次种方法依次类推直至浇注完整体 。另,为了最后的浇注料结合密实,在架设第一块模板时两边模板作成凹凸错位状(见下图),这样在浇注最后一段时与第一段浇注之间将不会出现明显的直缝,从而确保整体浇注更加严密。
窑体断面浇注结构示意图:
㈣、膨胀缝的预留
以炉体的环形方向中轴线方向2-3m预留错位预留膨胀缝,用陶瓷纤维纸填充。
㈤、浇注料的施工方法
首先根据图纸尺寸,填充好其他材料,固定好模板,再用搅拌机搅拌配比好的浇注料,用于浇注。且每次浇注0.5-1米宽度时都必须用线找平模板厚度及宽度尺寸,浇注时用特制振动器进行捣振。正准备浇注的部分必须在炉体的底部,即浇注完成的料待凝固后就得根据尺寸转动,确保下一浇注段位于炉体底部。
㈥、金属抓钉的焊接
金属抓钉的焊接必须与浇注的班组进行协调,不能一次性全部焊完,必须依据浇注的进度进行,预留出浇注空间。
热门资讯
MORE >



服务热线
负责人
16637325772
销 售
16637325772


手机浏览
关注公众号
扫一扫关注吧



 豫公网安备 41070402000132号
豫公网安备 41070402000132号